Table of Contents
Prusa i3 MK2
**tiskárna je u rainbofa na léčení**
status: osa Y pofixovana, extruder nakasi
Aktuálně dostupné materiály (příležitostně aktualizováno):
- Modrý (průsvitně) PET
- Žluté ABS
- Černé PLA
Aktuální verze:
- Firmware: 3.2.3, updated on W26/2019
- Aktuální verze viz: http://www.prusa3d.com/drivers/#firmware
Aktuální stav: netiskne, na tý tiskárně snad není díl vpořádku.
- opravena (listopad 2019), jeste doladit sw a je hotovo.
- Tryska 0.4mm
- poškozená fólie, projeví se lehkou kresbou na spodku modelu na tisk nemá vliv
- MK2+(S) extruder byl při poslední opravě repasován takže už není třeba řešit pinda matici.
- tiskárna je umístěna v boxu tak, že zdroj je pod poličkou takže netrpí vysokými teplotami. Displej je taktéž dole, nahoře překážel
TODO po stěhování (chybí!):
- logbook pro zapisování závad
Bezpečnost:
- Prosím logujte změny parametrů a nalezené bugy sem nebo do mailu
- Modely nesundavejte špachtlí ani ničim jiným pokud opravdu nevíte co děláte. V případě nouze lze použít naplocho čepel zlamovacího nože (vyndaná) pro vyrvoření mezery. Tato činnost ale vyžaduje jistou zručnost a opatrnost aby jste se nefikli a nezničili podložku.
- Nepoužívat aceton za horka! (nebo radši ani za studena)
- Není potřeba používat nic jiného než ethanol/IPA. Podložka drží sama, nepoužívejte lepidlo ani ABS v acetonu! vyjma tisku speciálních materiálů. Pokud jste nanesli lepidlo, uklidte si to po sobě.
- Pokud chcete tisknout abrazivní výplně ničící trysku (carbon, bronze, steel a některé glowfilly), po dotištění vezměte ze šuplíku novou trysku a vyměňte ji (a dobijte na účet reprapu 30 Kč).
- obecně by nemělo být potřeba tisknout carbon když se zvládne PLA annealing
Opravuj:
- Tryska se sundavá za tepla s vyndaný
 !!!) filamentem. a extruder musí být prázdný, pokud nebude, správně nedosedne na matici a bude prosakovat
!!!) filamentem. a extruder musí být prázdný, pokud nebude, správně nedosedne na matici a bude prosakovat - pokud extruder prosakuje filament, je nutné ho opatrně rozebrat a vyčistit styčnou plochu trysky a šroubu extruderu.
- podle tohoto si před opravou udělejte představu o situaci https://manual.prusa3d.com/c/Jak_sestavit_Prusa_i3_MK2S
- +/- osa y je o 2mm delsi. pokud ji zkratis rupnou uchyty.
- Nedaří se kalibrovat ? Zkontroluj PINDU zda sedí dobře, spust kalibraci první vrstvy. Mrkni zda neruply úchyty osy Z pokud ano (byly naprasklé) bude potřeba je vyměnit.
SW:
-
- Tady jsou zkompilované balíčky.
- Windowsaci stahujou tady: PrusaSlicer
- Pro vanilkový slic3r si stáhni https://github.com/prusa3d/Slic3r-settings a nasymlinkuj Slic3r-settings/Slic3r settings MK2/ jako ~/.Slic3r
- Pokud máš novou verzi Slic3ru/konfigurace, která nezná “MK2”, použij preset “MK2S” - tyto tiskárny jsou z hlediska generování kódu totožné.
- Informace ke konfiguraci (ask Jenda…)
- ABS má teplotu bedu 100 °C, což je asi až moc.
- Skirt bych nastavil na 2-3 loops (defaultně je 1) a dal ho 4 mm od objektu (defaultně je 2). Díky tomu budete mít víc času na naladění osy Z a díky větší vzdálenosti od objektu vám nezničí model když se skirt nepovede.
- Pokud nevíte jestli zvolit preset Filamentum ABS nebo Prusa ABS:
- Filamentum ABS je to co má teplotu do 230 °C (je to na něm napsané)
- Prusa ABS je to co má na sobě napsáno ABST a teplotu do 250 °C
- Spusť slic3r
- Dej vlevo nahoře Add, vyber své modely
- Chcete reprapu udělat radost? Netiskněte doprostřed, ale dejte to trochu bokem (pochopitelně pokud nemáte model přes celý bed) - jinak se bed opotřebuje nerovnoměrně.
- Vpravo je dropdown “Filament”. Tiskneme z PLA, ABS a PET. Musíš vybrat, ze kterého chceš tisknout.
- Volitelně:
- vpravo se dá nastavit kvalita (pokud nepotřebuješ přesnost, tak i FAST je dost dobré)
- na kartě Print Settings, menu Infill se dá zvýšit hustota vnitřku (default: 20 %), pro větší pevnost v ohybu možná dej 30 %
- pro výrobky s malou plochou podstavy nastav Brim na 1 mm
- Na kartě Preview zkontroluj, že to vypadá rozumně
- Zmáčkni Export G-code
- Z tiskárny vyndej SD kartu (pokud zrovna netiskne)
- Nakopíruj vygenerovaný gcode do rootu SD karty a dej ji do tiskárny
HW:
- Přečti si posledních pár řádků papírového logu
- Ovládání: rotačním tlačítkem (up, down, enter). Tlačítko “X” je reset/emergency stop, ne vyskočení z menu…
- Pokud tisková plocha vypadá upatlaně, utři ji papírovým ubrouskem navlhčeným v Okeně/izopropanolu/lihu (vedle reprapu je na to rozprašovač).
- Enter, “Tisk z SD”, vyber svůj soubor
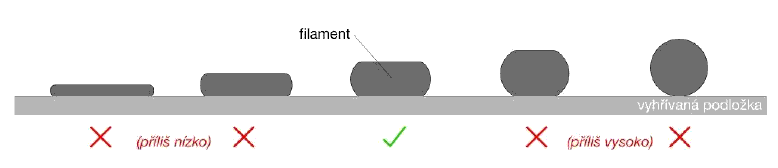
- Během první vrstvy se dá dát Enter, “Adjust Z”, a nastavit výška tisku. To je velmi důležité, stopa musí být natlačená na desce, ale zase ne úplně narvaná do ní. Mínusové hodnoty způsobí větší rozplácnutí.
- Po dotištění se tiskárna sama vypne. Nech ji vychladnout a výrobek si vezmi.
- Výrobek zvaž na váze v kuchyňce a nabij peníze na účet reprap v brmbaru. Momentálně se platí 2 Kč/g pro členy a 5 Kč pro nečleny.
Kalibrace
Doufáme, že tiskárna bude dostatečně stabilní na to, aby kalibrace nebyla potřeba. Anyway, kalibrace se dá spustit z menu, a rovnost podložky se dá ověřit pomocí tisku V2Calibration.
Tipy z provozu a workaroundy
- Filament se dá vyměnit za běhu, nesmíte ale dopustit, aby vám došel (tj. výměnu provádíme tak, že hned za koncem předchozího filamentu tlačíme nový). Pokud vám filament dojde, nový se mezi podavačem a vstupem do trysky vzpříčí. Fix: rozebrat podavač (dva šroubky s pružinami) a kleštěma při zahřáté trysce vyndat pahýl starého filamentu. Dá se také protlačit (třeba) drátem od plastové šupléry po směru.
- Když dáte pozastavit tisk, dá se hýbat osama (softwarově). Před odpozastavením ale potřebujete vrátit hlavu na původní místo. Jenže ono to umí nastavovat jenom celé milimetry. Takže pokud dojedete na doraz, už se nikdy nevrátíte na desetinnou pozici. Tak se snažte nedojet na doraz. Někdo by to mohl nahlásit jako bug.
Known bugs
* divně to tiskne okraje u PETG * hlásí špatnou verzi FW
Kde hledat modly
- jak to složit: https://prusa3d.dozuki.com/c/Jak_sestavit_Prusa_i3_MK2S
Tipy
- slic3r vám do gcode dá informaci, kolik filamentu bude potřeba (grep “; filament used” foo.gcode)
- Filamentum ABS (ne-T) vypadá, že má průměr jenom 1.65 mm, ne 1.75. Nastavte si Extrusion multiplier = 1.1 ve Filament settings, jinak se to láme po vrstvách.
Nice to have
- ohrádka kolem tiskárny, aby na ni nefoukalo (způsobuje deformace teplotní roztažností) - máme box bude třeba větší
- kamera
- ovládání na dálku
Návrh na upgrade:¨
- 3x ikea lack postavit na sebe a udelat lepší box než máme kam se vejde tiskárna celá.
- přidat octoprint
Wishlist do daleké budoucnosti
- Kulaté části modelu by se neměly aproximovat sérií úseček, ale křivkami vyššího řádu. To eliminuje skokové změny rychlosti a umožní plynulejší, kvalitnější a rychlejší tisk. Totéž u infillu, optimalizace na nějakou křivku vyžadující pokud možno malá zrychlení.
- Model expanduje (teplem i samotným vytlačováním). Vytištěním a změřením/oskenováním kalibračního výtisku by se to mělo dát kompenzovat.
- Umožnit tisknout první vrstvu volitelně vysoko do vzduchu - třeba když si na heatbed něco položím a chci tisknout na to.
- Možná chceme měnit teplotu trysky podle aktuální rychlosti.
Update FW
avrdude -C/etc/avrdude.conf -v -patmega2560 -cstk500v2 -P/dev/ttyACM0 -b115200 -D -Uflash:w:1_75mm_MK2-RAMBo13a-E3Dv6full.hex:i
For new revision of board/bootloader/whatever, use -cwiring instead of -cstk500v2.